Bulk Silo Solutions
Engineered for Safety, Reliability & Continuous Material Flow
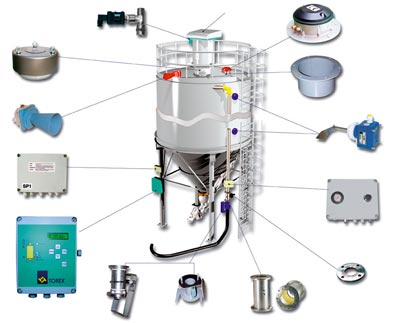
Bulk storage silos rely on a range of critical equipment to ensure safe operation, continuous material flow, and clean working conditions. SYORITEC provides a complete suite of high-performance components engineered to optimize silo performance in any industrial environment.
Our high-efficiency jet filters prevent dust emissions during pneumatic filling operations.
They release excess air from the silo while capturing fine particles, ensuring clean and environmentally safe operation.
Ideal for cement, fly ash, food products, plastics, chemicals, and minerals.
Level Sensors (Silo Level Switches)
Reliable rotating-paddle level switches monitor material levels inside the silo with precision.
When bulk material reaches the sensor, paddle rotation stops and a signal is generated—providing critical protection against overfilling and optimizing process control.
Pressure Relief Valves (Safety Valves)
A key safety component designed to protect the silo from over-pressure during pneumatic loading.
When internal pressure exceeds the safe threshold, the valve opens automatically, venting air to maintain safe pressure levels and prevent structural damage.
Pressure Sensors
Industrial-grade sensors that continuously measure internal air pressure inside the silo.
They send real-time data to automation and safety systems, ensuring fully controlled and secure operation.
Aeration Pads / Air Jets
Used to fluidize compacted bulk materials near the discharge zone.
By injecting controlled air pulses, aeration pads promote smooth material flow and eliminate bridging, rat-holing, and clogging—especially in powders like cement, flour, or minerals.
Discharge Butterfly Valves
Designed to regulate and control bulk material discharge from the silo outlet.
Their robust design ensures fast opening/closing, excellent sealing, and reliable operation under heavy loads.
Screw Conveyors (Silo Discharge Conveyors)
Widely used beneath silos to extract bulk solids with consistent flow.
Engineered for durability, precise discharge control, and long-term continuous operation.
Rotary Valves (Airlock Feeders)
Placed directly under the silo to control the discharge of powder and granular materials.
They also act as airlocks in pneumatic conveying systems, feeding downstream equipment such as conveyors, mixers, or screw feeders.
Bin Activators (Vibrating Dischargers)
Vibration-assisted flow-aid systems that prevent material bridging.
They are essential for materials that do not flow freely, ensuring consistent discharge and uninterrupted production.
Silo Control Systems
Advanced automation systems that monitor:
-
Silo level
-
Internal pressure
-
Filter performance
-
Inlet & outlet valves
These systems ensure safe, reliable, and fully automated silo operation—especially during pneumatic filling by bulk trucks.
Why Choose SYORITEC?
-
High-precision engineering
-
Industrial-grade reliability
-
Full compatibility with all silo systems
-
Optimized for pneumatic and mechanical applications
-
Designed for safe, clean, and uninterrupted operation